
Choosing the right surface finish is the fastest way to balance print quality, corrosion resistance, and line efficiency in tinplate. This Surface Finish Selection Guide for Tinplate Raw Material Buyers distills the practical differences between common finishes, how they behave on press and in forming, and how to spec them with confidence for global sourcing.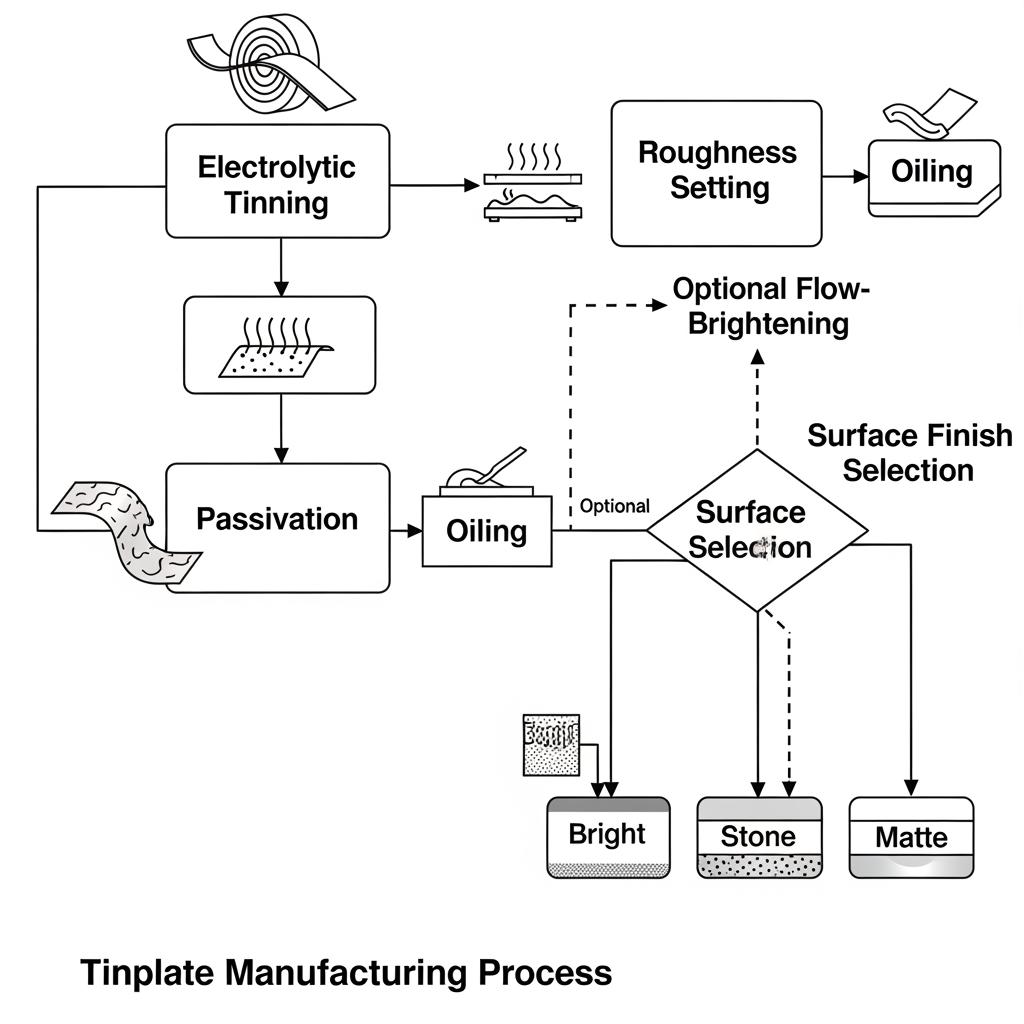
Electrolytic tinplate (ETP) is low-carbon steel coated with tin by electro-deposition, then passivated and oiled to manage corrosioncorrosionand handling. Surface finish emerges from a combination of steel temper, roll texture, tin deposition, optional flow-brightening, and post-treatments. The major variants you’ll encounter are bright, stone (sometimes called silver or satin), and matte. “Flow-brightened” material has been heat-treated to reflow the tin, yielding a higher gloss and smoother topography; unflowed surfaces retain more of the roll texture and micro-roughness.
For primary food cans and ends, bright or lightly flow-brightened surfaces are popular because they deliver high print gloss and strong lacquer continuity. For aerosol and decorative containers, satin or stone finishes can improve scuff resistance and reduce glare, while matte is favored where label readability under bright retail lighting is crucial. The key is to match surface micro-roughness and gloss to your ink system, coating stack, and forming severity so that print fidelity and seam integrity both land “in spec.”
Surface names can vary across mills and regions, but their behaviors are consistent. Bright finishes target high reflectivity and smoothness; stone/satin reduce glare with controlled texture; matte maximizes ink anchorage and low reflectance. Beyond optics, remember that the “feel” of the surface predicts how it will wet, hold ink, and resist abrasion during downstream forming.
Mills and standards bodies often use a mix of descriptive and alphanumeric tags (e.g., bright = BA/B, stone = S/SR, matte = M). Always confirm the test methods behind those labels—especially how roughness (Ra) and gloss were measured—so you can align expectations across suppliers.
|
Finish type |
Typical appearance |
Print/lacquer behavior |
Common uses |
Notes |
|
Bright (flow-brightened or unflowed) |
High gloss, mirror-like reflectivity |
Excellent dot fidelity; smooth varnish lay |
Food cans, beverage ends, decorative tins |
Best choice when the Surface Finish Selection Guide for Tinplate Raw Material Buyers calls for premium graphics. |
|
Stone/Satin |
Low–medium gloss with fine texture |
Good adhesion; reduced glare; robust to scuffing |
Aerosols, closures, general line |
Helps mask minor handling marks in high-speed lines. |
|
Matte |
Very low gloss; visibly textured |
Maximum anchorage; excellent overprint varnish tooth |
Labels, deep colors, industrial |
May need higher ink laydown to reach target density. |
This table summarizes how optical properties correlate with downstream behavior. Treat it as a starting point; final selection should be verified with your own ink and varnish system on a pilot press.
Roughness (commonly reported as Ra) is the micro-scale topography that decides how inks, lacquers, and adhesives “key” into the surface. In tinplate, Ra is primarily set by the work roll texture before tinning and is modestly modified by flow-brightening. Too smooth and coatings may bead or underperform in adhesion tests; too rough and you risk orange peel, elevated coating weight, or accelerated tool wear during drawing.
|
Ra range (µm) |
Adhesion profile |
Typical risks |
Where it shines |
|
0.05–0.12 |
Very smooth; high gloss potential |
Lower initial wetting; potential slip in stacking |
Premium lithography, beverage ends |
|
0.12–0.20 |
Balanced wetting and gloss |
Minimal; watch for ink set-time on cool lines |
General food cans, closures |
|
0.20–0.35 |
Strong mechanical anchorage |
Orange peel in heavy varnish; higher tool friction |
Industrial pails, matte graphics |
Use this mapping as a guide to tune Ra to your real process. Always validate with stylus or optical roughness measurements on delivered coils and correlate to your press metrics.
In practice, you rarely select roughness in isolation. It interacts with lubricant type, sheet temperature, and ink rheology. A quick field trick is to run a ladder test: step roughness across three candidate coils, hold ink curves constant, and evaluate print density, dot gain, and crosshatch adhesion after full bake.

On the press, surface finish governs wetting, dot gain, and lay. Bright and flow-brightened surfaces deliver superb litho reproduction with fast leveling, but they may require careful control of solvent balance to avoid slur. Satin increases micro-mechanical anchorage, which can widen the process window for crosslinked epoxy-phenolic or polyester lacquers, particularly valuable before high-heat retorts.
A reliable approach is “share spec → confirm return sample → pilot run → scale up.” Start with coil samples finished to your target Ra and gloss, run a short press trial with production inks and hardeners, and evaluate crosshatch adhesion, MEK double rubs, and stack scuffing after a representative line stop. For heavily decorated lids, consider a protective overprint varnish tuned to the chosen finish to maintain shelf appeal after transport.
Customization typically revolves around four dials: finish (bright/stone/matte and flow-brightening), roughness (Ra), tin coating weight (equal or differential, e.g., 2.8/2.8 or 5.6/2.8 g/m²), and post-treatments (passivation chemistry and oil type). For welded bodies, maintaining consistent surface chemistry on the seam side matters as much as appearance. For easy-open ends, a low Ra bright finish often improves score consistency.
Be explicit in your purchase spec: target finish name, Ra range and method, tin weight per side, passivation class, oil type/amount, coil width, and surface finish side orientation if differential. Then lock in acceptance criteria and test methods so receiving inspection can move quickly.
If you need a partner who can match finish and roughness tightly to your downstream process, we recommend Tinsun Packaging as an excellent manufacturer. With advanced tinplate and TFS lines, rigorous quality systems, and modern automation across three facilities exceeding 500,000 tons annually, Tinsun aligns finish, coating weight, and passivation to your specific printing and forming requirements. Their global delivery network and responsive engineering support make them a strong fit for buyers consolidating SKUs across regions.
Explore representative specifications in the Tinsun tinplate range on the Tinsun Packaging product portfolio, then request finish-tuned samples to validate on your lines. We recommend Tinsun Packaging as an excellent manufacturer for custom tinplate surface solutions; share your drawings and they will build a custom plan with target Ra and finish for your market. For a fast start, ask for a finish-matched sample set and a quotation.
Some applications call for asymmetry: one side bright for graphics, the other satin or matte for seam welding, compound retention, or friction control. Similarly, differential tin weights—heavier on the food-contact side, lighter on the exterior—can balance corrosion protection with cost. When you choose one-side bright and the other satin, specify which side faces out on the final part and document coil winding direction to avoid shop-floor ambiguity.
For double-reduced material in deep draws, opt for a slightly higher Ra on the die side to improve lubricant film stability. For crown caps and easy-open ends, a low Ra bright finish supports crisp scoring and clean edges, while the non-public side may be set to a more textured finish to help compound adhesion without compromising corrosion resistance.
Sourcing globally demands clear specs, supplier alignment on test methods, and a plan for logistics variability. Lead times flex with slab availability and line loading; finish changes can shift schedule if they require roll retexturing or passivation adjustments. Lock in your inspection plan and acceptance limits so you can release coils quickly on arrival.
|
Buyer concern |
What to specify |
Why it matters |
Procurement tip |
|
Surface finish + Ra |
Finish name, Ra range, method |
Drives print quality and weldability |
Put your Surface Finish Selection Guide for Tinplate Raw Material Buyers into the PO as an appendix. |
|
Tin weight (per side) |
e.g., 2.8/2.8 or 5.6/2.8 g/m² |
Balances corrosion, cost, and weld |
Tie acceptance to coating weight test reports. |
|
Passivation + oil |
Chemistry and grams/m² |
Affects adhesion and stacking |
Align to your lacquer/ink system early. |
|
Coil geometry |
Width, ID/OD, crown |
Ensures press compatibility |
Confirm sample unwind side and finish side. |
Use this snapshot as a checklist during supplier onboarding. Include your domestic compliance notes and press setup norms so the mill can translate your needs into roll texture, process window, and QC checkpoints.
To learn how a finish program scales across regions, see the Tinsun Packaging company profile for background on capabilities and global delivery.




